普优特环保科技集团
用心做水 / 诚心服务 - 知名品牌
咨询热线: 18788459340

普优特环保科技集团
用心做水 / 诚心服务 - 知名品牌
咨询热线: 18788459340
当前位置:首页>>资讯中心>>技术话题 » 污水处理过程中氨氮过高怎么办?
废水处理过程中,硝化细菌是最常见又最难养的一类微生物,它的耐受性差、世代周期长,所以生化处理过程中的硝化反应也是较难控制的
一类生化反应。硝化反应一旦出了问题,那系统的氨氮则会逐步攀升(此处可翻看《废水处理系统中的氨氮为何会一直升高?》这篇文章了
解下氨氮升高的过程)。
那生化处理中的氨氮超标要怎么办呢?下面跟着小编的思路来看看吧。
一、生化处理中氮的去除路径
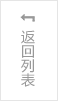
生化处理过程中,废水总氮的去除要经历:有机氮水解→氨氮硝化→硝态氮反硝化→氮气这几个过程(此处可翻看《废水中的氮怎么去除?》
这篇文章了解下废水的氮怎么去除)。这整个过程涉及到好氧条件的硝化和缺氧条件的反硝化,过程溶解氧控制要求比较高;还涉及到整个
过程pH值的控制(有机氮水解pH值升高,硝化pH值降低,反硝化pH值升高),一旦pH值控制不好整个系统也不能稳定;还涉及到有机碳
源的投加,一旦投加过量会抑制硝化,而且出水COD也有可能超标。
二、生化处理中氨氮超标的原因
生化处理过程中,氨氮超标的原因主要有进水原因、工艺控制原因等,进水原因则包含进水流量过大和氮浓度过高。
1、 进水氮过高
当系统氨氮出现升高,且系统中的硝态氮数据没有降低时,说明系统的硝化反应处于正常状态。只是系统的氮处理能力有限,导致系统
氨氮出现逐步升高的过程。那就可能是以下两个方面的原因。
①进水流量过大。进水流量过大,系统的停留时间变短,硝化反应的时间不够,导致系统氨氮可能会出现升高的情况;另外,进水流量
过大,导致进水氮的总量也超过了系统能承受的氮总量,也会导致系统氨氮的升高。
②进水氮过高。当进水量无很大变化,但进水浓度有很大提升时,也会导致进水中的氮超过系统处理能力,也会导致系统氨氮的升高
(这时就可以类比为:一个人一天只能吃5个包子,但是今天你给了他10个包子,那肯定会剩下5个包子)。

2、 系统硝化受到抑制
硝化细菌是活性污泥中最脆弱的一类关键微生物,它的生死存亡代表着生化系统对氮去除能力,一旦硝化细菌出现异常,系统的氨氮
则会“蒸蒸日上”。那什么情况下,硝化细菌会受到抑制呢?
①毒性物质。硝化细菌对毒性的耐受程度堪比“人类的婴儿”(此处可查看《硝化细菌就像人类中“婴儿”?》),因此一旦进水有有毒
性的物质进入,系统的硝化细菌可能就有崩溃的风险,因此对进水毒性的管控需要做到万无一失,才能保证系统正常运行。
②溶解氧。硝化细菌在工作过程中需要消耗大量氧气,因此当系统检测的溶解氧小于1.5时,需要警惕是否溶解氧不足导致系统硝化受
到抑制。
③pH值。硝化反应最佳pH值为6.5~8.5(氨氧化菌7.0~8.5,亚硝氮氧化菌6.5~7.5)。当pH值过低时,系统硝化会受到抑制,pH值<6.0时
,硝化反应基本停止;当pH值过高时,系统硝化反应也会受到抑制,pH值>9.0时,硝化反应基本停止。
④营养元素。硝化细菌的生长也是需要各种营养元素,包括C、N、P等,其中C为无机碳源,因此也需要保证废水中的各种营养元素的充
足,才能让硝化细菌在系统中正常生长。
⑤温度。硝化细菌的最佳生长温度为15~38℃,当温度低于15℃时,硝化细菌的生长速度降低,从而会影响整体硝化反应效果;当温度
>40℃时,系统硝化反应还能进行,但是硝化系统运行很难长期稳定运行。
⑥盐分。硝化细菌对盐分的敏感度也比较高,因此在生化系统运行时,也要保证生化系统的盐分不能过高。
三、生化处理中氨氮超标的解决方法
生化过程中氨氮超标,则需要根据氨氮超标的原因,逐个排查并解决,才能将生化系统的硝化反应恢复。
1、 控制进水中的氮当系统硝化反应尚处于正常时,此时生化池内可检测到硝态氮,此时只是进水偏大,导致氨氮升高,并且系统还没
有完全异常,此时可以通过以下进行控制:
①控制进水量。控制进水量可以达到双重效果,一方面增加了生化系统的水力停留时间;另一方面还降低了生化系统的进水氮总量。本
身系统的硝化反应还是正常时,进水量降低之后,系统则会慢慢恢复,氨氮也会逐步降低。
②控制进水浓度。控制进水浓度后,系统硝化反应能逐步降低氨氮,当进水浓度刚好等于系统氨氮处理能力时,系统出水的氨氮即可恢
复正常。
2、应急处理手段(治标)当末端氨氮出现超标时,短时间内无法正常恢复时,可以在二沉池出水端增设氨氮去除装置,采用应急手段控
制出水氨氮。折点加氯法。有一些环保公司在设计系统时,会在末端设置折点加氯脱氮池,用于应急状态下控制氨氮的手段。因此可以
采用折点加氯法对出水进行临时性应急处置
3 系统硝化恢复手段(治本)临时性应急处理采用折点加氯法,运行成本及控制方法都不稳定,还是需要针对硝化异常的原因逐个解决后,
从根本上解决系统氨氮超标问题,才是长久思路。
①提高溶解氧。提高系统溶解氧,防止溶解氧不足抑制硝化反应的进行,正常控制溶解氧2~4mg/L即可。
②恢复正常pH值。控制pH值在7.5~8.0之间,因为硝化细菌一开始主要利用的是分子态氨氮(NH3),因此弱碱性可以促进硝化反应的进行。
③控制反应温度。控制生化池的温度,控制到20~38℃之间,排除反应温度对硝化活性的不利影响。
④补充营养物质。根据微生物的营养元素需求,按照100:5:1的比例进行补充C、N、P营养元素。
⑤控制进水毒性。排查进水毒性物质,之后控制进水毒性,系统即可慢慢恢复硝化反应。
最后还是想引用大佬的一句话:“细菌并不知道池子的形状和工艺的名称,只要有硝酸盐、碳源和氧气不存在的条件,它就在那儿反硝化”。
说明只要我们把活性污泥需要的条件给到位,活性污泥就会把我们想要它完成的任务完成。

云南普优特环保科技有限公司具有专业的技术研发团队,优秀的技术服务,完整的设备加工厂,优质的售后服务团队;本着“专业才能创造价值,为客户解决实质问题”的经营理念,以“用心做水,诚心服务”为企业宗旨,致力于水处理一站式服务。拥有3000平米的设备加工厂,我们的经营范围从前期的现场查勘、到水处理的相关工艺设计、方案编写、设备的加工生产,工程实施,后续的调试运行,以及水处理药剂的供应,水处理工程承包运行服务,移动环保卫生间的生产等。



